
کی مصنوعاتباوپینگ فٹنسایک وسیع رینج کا احاطہ کرتا ہے اور شاندار پیشہ ورانہ مہارت اور تکنیکی طاقت رکھتا ہے۔ کی اہم مصنوعاتباوپینگ فٹنساعلی معیار کے PU ڈمبلز، بیل پلیٹس اور باربلز وغیرہ شامل ہیں۔ ان میں سے، ڈمبلز کی تیاری کا عمل سب سے پیچیدہ ہے اور کاریگری سب سے زیادہ درست ہے۔ یہ چھ سخت مراحل اور لاتعداد منٹ کی تفصیلات میں احتیاط سے تیار کیا گیا ہے۔

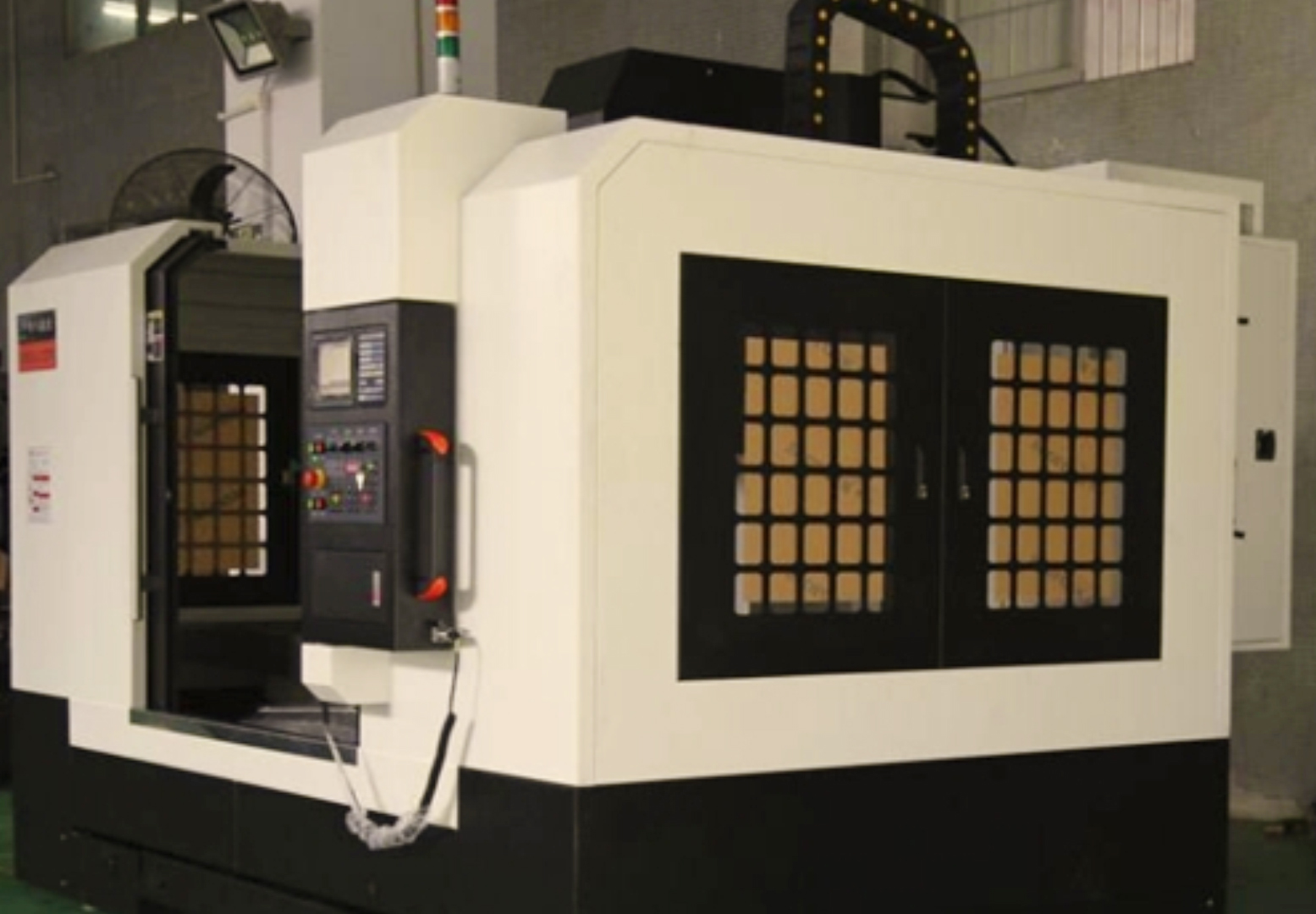
مرحلہ 1: میٹل ورکنگ مینوفیکچرنگ: خام مال کی کٹنگ
بال ہیڈ کی تیاری ڈمبل کی تیاری کا پہلا قدم ہے۔ باؤپینگتندرستی45# اسٹیل کا استعمال کرتا ہے اور آرڈر کی وضاحتوں کی بنیاد پر میٹل بینڈ آرا مشین (B-33، ٹھنڈا کرنے والے پانی اور چکنا کرنے والے تیل کے ساتھ) یا دھات کی سرکلر آری مشین (تیل سے ٹھنڈا) درست کاٹنے اور مواد کو ہٹانے کے لیے استعمال کرتا ہے۔ اس کے بعد، آئرن کور کو ایک مخصوص مشین پر رکھا جاتا ہے اور پھر ڈرل کیا جاتا ہے۔ معیاری سوراخ کا قطر 29.5 ملی میٹر ہے، اور گھسائی کرنے کے بعد، یہ ٹھیک ٹھیک 30 ملی میٹر تک کم ہو جاتا ہے۔ کارکن ڈرلنگ کی درستگی کو سختی سے کنٹرول کرتے ہیں، اوسطاً 1-2 منٹ فی ٹکڑا لیتے ہیں، اور ایک ایک کرکے چیک کریں تاکہ یہ یقینی بنایا جا سکے کہ سوراخ کا قطر آفسیٹ نہیں ہے۔ تکمیل کے بعد، آئرن کور کی اندرونی (R2-3 زاویہ) اور بیرونی (R4-5 زاویہ) چیمفرنگ کی جاتی ہے۔ یہ قدم تیار شدہ مصنوعات کی اینٹی ڈراپ اور پہننے کی مزاحمت کو نمایاں طور پر بہتر بناتا ہے۔ ایک ہی وقت میں، پیداوار کے عمل کے دوران، یہ جانچ پڑتال کی جاتی ہے کہ کیا بال کے سر کٹے ہوئے رینج کے اندر ہیں اور آیا وہ وزن کی ضروریات کو پورا کرتے ہیں.


مرحلہ 2: سطح کا علاج: سینڈ بلاسٹنگ کا عمل
ڈرلنگ کے بعد گیند کے سروں کو سینڈ بلاسٹنگ ٹریٹمنٹ سے گزرنا پڑتا ہے۔ ایک مہر بند مشین میں، لوہے کی ریت کے ذرات کا تیز رفتار جیٹ دھات کی سطح پر موجود زنگ اور تیل کے داغوں کو تیزی سے ہٹا دے گا، جس سے بال کے سروں کے لیے ایک کھردری سطح بن جائے گی۔ اس کا مقصد آئرن کور اور انکیپسیلیٹڈ مواد کے درمیان چپکنے اور رابطے کے علاقے کو نمایاں طور پر بڑھانا ہے، بنیادی طور پر استعمال کے دوران چپکنے والی پرت کے ٹوٹنے یا الگ ہونے کو روکنا ہے۔

مرحلہ 3: اسمبلی: فٹ بند کریں۔
زنگ سے بچاؤ کے لیے الیکٹروپلاٹنگ سے گزرنے والا ہینڈل بال ہیڈ کور کے ساتھ قریب سے لگایا گیا ہے۔ اجزاء کے درمیان رابطہ مداخلت رواداری کے عین مطابق حساب سے حاصل کیا جاتا ہے، جس کے نتیجے میں ایک سخت فٹ ہوتا ہے جو ہموار ہوتا ہے اور اسے ویلڈنگ کی ضرورت نہیں ہوتی ہے، جو اسے چٹان کی طرح مستحکم بناتا ہے۔


مرحلہ 4: ولکنائزیشن کا عمل: مٹیریل کوٹنگ
اسمبلی کے بعد نیم تیار شدہ مصنوعات ولکنائزیشن پروڈکشن لائن میں داخل ہوں گی۔ چاہے یہ اعلی لچکدار اور پہننے سے بچنے والا CPU ہو، نازک ٹچ TPU، یا روایتی قابل اعتماد ربڑ کی کوٹنگ ہو، خام مال کو مخصوص درجہ حرارت اور دباؤ کے ساتھ ایک سانچے میں آئرن کور کے ساتھ عین مطابق لگایا جائے گا۔ آخر کار، ایک ڈمبل کی شکل کا مرکزی جسم جس میں صدمے کے خلاف مزاحمت اور تکیے کی خصوصیات ہوں گی۔


مرحلہ 5: ذاتی حسب ضرورت: لوگو پروسیسنگ
ہم، گاہک کی ضروریات کے مطابق، ڈمبل کی مخصوص جگہ پر برانڈ کا لوگو، وزن کا اشارہ وغیرہ شامل کرنے کے لیے لیزر اینگریونگ، یووی پرنٹنگ، اور مولڈ جیسی ٹیکنالوجیز استعمال کرتے ہیں۔


مرحلہ 6: شپمنٹ سے پہلے حتمی معیار کا معائنہ
Baopeng کی طرف سے تیار ہر ایک dumbbell کے لئےتندرستی، اسے بھیجنے سے پہلے سخت معائنہ سے گزرنا چاہئے۔ ظاہری شکل، سائز اور وزن کی بنیادی جانچ کے علاوہ، اس میں ضروری نمک کے اسپرے اور ڈراپ مزاحمتی ٹیسٹ بھی شامل ہیں۔ صرف وہی پروڈکٹس جو کوالٹی کنٹرول کے تمام معیارات پر پورا اترتے ہیں پیک اور بھیجے جاسکتے ہیں۔
خلاصہ میں، Baopeng کی پیداوارتندرستی'sdumbbells ایک مضبوطی سے جڑا ہوا اور پیچیدہ مینوفیکچرنگ عمل ہے۔ خام مال کے انتخاب، درست پروسیسنگ سے لے کر حتمی جانچ تک، ہر مرحلے میں واضح معیارات اور معیار کے تقاضے ہوتے ہیں، جو مصنوعات کی وشوسنییتا، استحکام اور پیشہ ورانہ کارکردگی کو یقینی بناتے ہیں، اور ہر صارف کی ضروریات کو پورا کرتے ہیں۔


پوسٹ ٹائم: جنوری 04-2026



